


































Passt das zusammen? Luxottica als Weltmarktführer in Sachen Brillenfassungen und detailverliebte Handarbeit? Der italienische Brillenriese zeigt am Beispiel der Hausmarke Persol, dass es auch bei großen Stückzahlen viel Handarbeit braucht und die Ware nicht einfach aus irgendeiner Maschine ausgeworfen wird.
In der Persol-Werkstatt trifft die italienische Handwerkskunst auf fortschrittliche Technologie.
Moderne Maschinen sorgen für leise Vibrationen, die Mitarbeiter sind keine gewöhnlichen Arbeiter oder Handwerker, sondern regelrecht Kunstschaffende. Sie erstellen mit ihren Händen, Ihrer Erfahrung und Intelligenz einzigartige Werke, wo ein unerfahrenes Auge nur identische Stücke erblickt. Die Profis aus der Persol-Werkstatt beweisen jenes Fingerspitzengefühl, das man für jedes perfekt produzierte Werkstück benötigt.
Der Arbeits- und Bearbeitungsprozess beginnt bei einem Werkstück aus verschiednefarbigem Celluloseacetat, das etwa die gleiche Größe wie eine Schokoladentafel hat. Acetats ist vielfältig verwendbar, zum Beispiel für Filmstreifen, Spielzeug und Computertasten, um nur drei zu nennen.
Das Celluloseacetat ist ein natürliches Material aus der Familie der Kunstharze. Es präsentiert sich in Form eines weißen Pulvers, das mit natürlichen Oxiden gefärbt wird, und, je nach Färbung, die unterschiedlichsten Farbnuancen annimmt – mit durchscheinendem, mattem oder transparentem Effekt.
Es ist ein formbares Material, das die Form, die man ihm geben möchte, annimmt und bewahrt; es ist ungiftig und, im Unterschied zur einfachen Cellulose, nicht entzündbar.
Das Acetatpulver wird etwa so behandelt, als ob es Mehl für eine Teigmasse wäre.
Die durch Zugabe von natürlichen Lösungsmitteln in einem Wärmeprozess erhaltene Masse wird mehrere Male in einer Rolle gewalzt, bis eine Art Folie entsteht. Sobald die „rohe Folie“ die gewünschte Stärke erreicht hat, schneidet man sie in die vorher bestimmte Form und lässt sie kalt werden. In diesem Fall entspricht die Form einer Tafel. Das übriggebliebene Material wird dann für die Herstellung weiterer Folien wiederverwendet.
Manchmal werden mehrfarbige Massen miteinander vermischt, um besondere, scheinbar zufällige visuelle Effekte zu erzielen. Das ist aber nur der Anfang: Um eine Celluloseacetat-Tafel in eine Brille zu verwandeln, benötigt man dreißig Handarbeitsprozesse und mehrere erfahrene Hände, eine Handvoll reines Silicium für das Kristall der Gläser und eine beinahe obsessive Sorgfalt für die Details.
Nachfolgend werden die einzelnen Schritte in der hier gebotenen Kürze dokumentiert.
Eins. Einsetzen der Victorflex-Lamelle
Der erste manuelle Arbeitsgang dient dazu, dem Nasensteg Elastizität zu verleihen. Etwas oberhalb der Tafelmitte wird die Victorflex-Lamelle in ihren Sitz eingesetzt, der in angemessener Entfernung von einer automatischen Fräse ausgehöhlt wurde.
Zwei. Nasensteg
Auf die Tafel wird ein Naseneinsatz geklebt. Es handelt sich um ein viereckiges Stückchen, das in Höhe des zukünftigen Nasenstegs aufgeklebt wird. Aus diesem zusätzlichen Material werden die Nasenpads gebildet, die eng anliegen. Das viereckige Stückchen wird mit einem warmen Acetatkleber befestigt, geschweißt und festgedrückt.
Drei. Fassungsbiegung
Die Front wird vorsichtig erwärmt und an der Vorderseite in die gewünschte Form gebracht. Anschließend wird sie in ein Wasserbad getaucht.
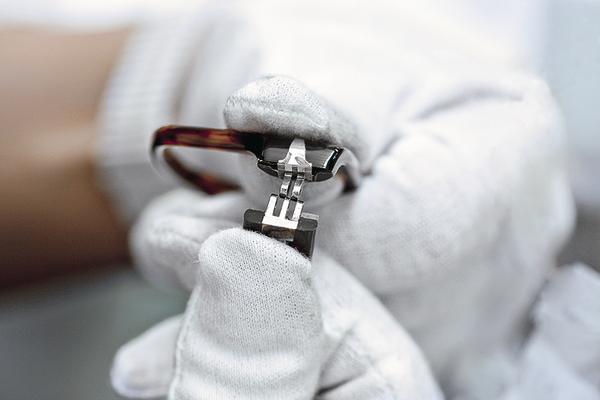
Vier. Scharniere und Pfeil
Für die Anbringung der Scharniere, die dazu dienen, die Front mit den Bügeln zu verbinden, wird das Acetat erneut erwärmt. Geschickte Hände, mit Handschuhen wie bei einem Empfang, führen mit Pinzetten Präzisionsarbeit aus. Die Scharniere, wegen ihrer Strapazierfähigkeit und der Eleganz Suprème-Pfeile genannt, werden an den beiden Enden der Augenhöhlen befestigt und in die Front eingelassen.
Damit der Pfeil an der Front zu sehen ist und das Scharnier am Gelenkende perfekt arbeitet, beseitigt man das überflüssige Material und fräst auch die Bügelansätze. Das sagt sich so… aber es ist nichts anderes als eine Feinarbeit, um die ganze Front nicht höhenmäßig, sondern auf gleicher Ebene herauszuarbeiten. Eine Zäsur, um nicht unterzugehen
Leicht gesagt, dass ein Pfeil und ein Scharnier an den Augenhöhlen in die Front eingelassen werden, aber das ist nicht so einfach.
Durch die Wärme wird das Acetat weicher und das Metallteil wird in das Material bis zum gewünschten Punkt gedrückt, bis es darin untergeht (bedeckt oder einverleibt wird). Schließlich lässt man es abkühlen, damit das Kunstharz erstarrt.
Der Metallmechanismus und sein Pfeil bleiben sichtbar, aber fest verankert. Danach säubert man die Überreste, glättet die Ränder und beseitigt die Schweißspuren.
Der ganze Vorgang wiederholt sich unverändert, wenn die Metallkerne in die Bügel eingelassen werden.
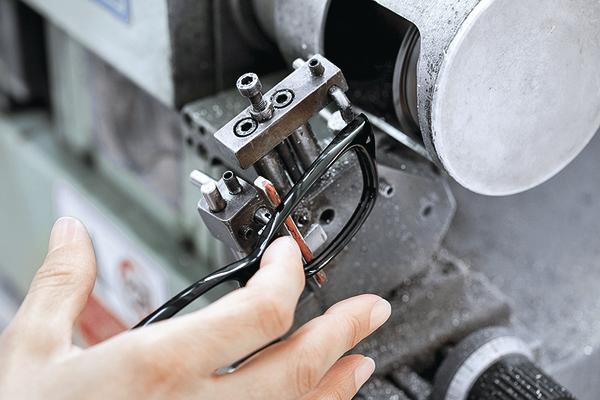
Fünf. Planschleifen der Front
Bekanntlich sind die Gelenkenden für Pfeile empfindlich, wie zum Beispiel die Achillesferse in der Ilias. Aber da man nicht über ein Kapitel der Ilias spricht, besteht der fünfte der manuellen Arbeitsgänge im Planschleifen, ähnlich wie in einem Verbrennungsmotor, der gesamten Front, wobei man darauf achtet, dass die Pfeile und die Scharniere mit den Gelenkenden auf einer Linie liegen. Das Planschleifen wird „nass“ durchgeführt, weil man Maschinen mit Schleifplatten mit Kühlflüssigkeit verwendet.
Warm und kalt. Hart und weich. Starr und flexibel.
Sechs und Sieben. Abschmirgeln und Bürsten
Um zu vermeiden, dass Kanten, Wölbungen oder Sonstiges verbleibt, was unsere Nase stören könnte, wird das Innere des bereits gebogenen Nasenstegs sorgfältig abgeschmirgelt, um abzurunden und zu glätten.
Ein vergoldetes Bürstchen fährt schnell über die Front, um die von der Formgebung stammenden letzten Grate und das vom Fräsen hinterbliebene Restpulver zu beseitigen. Man bürstet mehrmals mit Kraft, denn die nicht entfernten Gratansätze würden lästige Klumpen in der nachfolgenden Phase der Acetonbehandlung bilden.
Acht. Acetonbehandlung
Die Acetonbehandlung dient dazu, die Oberfläche der Front weicher zu machen.
Die Front (aber dann auch die Bügel) werden an einer Art Ständer im Inneren einer Maschine aufgehängt und hier in ein Dampfbad getaucht, das aus einer Wanne mit kochendem Aceton aufsteigt. Die Front und die Bügel werden einige Sekunden lang den Dämpfen dieser Art türkischen Bades ausgesetzt und sind nun bereit, aneinander angepasst zu werden.
Neun. Metallkerneinsetzung in die Bügel
Wir haben schon vom Einlassen der Scharniere gesprochen, das aus dem Einsetzen und Einverleiben besteht.
In dieser Phase wird der Metallkern in die Acetatbügel eingelassen. Die Stahlkerne, bestehend aus Scharnier, Lamelle und Schaft, sind schon zum Einlassen fertig. Jeder Metallbügel verfügt über das Persol-Flex-System. Und Bügel um Bügel bekommt Metallkerne hineingepresst.
Zehn und Elf. Metallkerneinsetzung in das Endstück und in die Faltbügel
Nachdem die Bügel geschnitten worden sind, ist es wichtig, dass das Einfügen des gegenüberliegenden, komplementären Gelenkes absolut präzise erfolgt. Das Einsetzen der Gabel, die die Biegung erlaubt, ebenso wie das der von außen sichtbaren Querzylinder, wird unter Wärmeeinwirkung durchgeführt. Gleich danach beseitigt man das übriggebliebene geschmeidige Material mit einer sehr schnell rotierenden Feilmaschine und mit einer Fräse. Wenn hier keine geschickten Hände darüber wachten, würden selbst die raffiniertesten Maschinen Unheil anrichten.
Der Teil des Bügels, der auf dem Ohr sitzt, erfährt die gleiche Behandlung wie der Teil zur Front hin. Schließlich wird jede Bügelhälfte abgeschnitten und je nach Brillenmodell profiliert. Die zwei Teile werden mit einem Schmirgeltuch bearbeitet und geglättet, um auch die kleinsten Unvollkommenheiten zu vermeiden.
Zwölf. Kunstharzüberzug und der Persol-Schriftzug
Die Verzierungen, die die charakteristische Persol-Aufschrift tragen, erfolgen dadurch, dass dort, wo sie zu sehen sind, Kunstharz auf die Bügeloberflächen aufgetragen wird. Die Verzierung wird mit einer speziellen Luftpistole auf die Bügel geschossen. Danach kommen die Bügel wie ein Kuchen in den Ofen. Sobald sie fertig sind, wird mit einer kleinen Spritze eine Kunstharzpaste verteilt, die die Verzierung definitiv auf den Bügeln fixiert. Sie kommt nochmals in den Ofen; danach ist sie auf den Bügeln so sichtbar wie eine Fahne.
Dreizehn. Einnieten
Vierzehn. Planschleifen
Fünfzehn. Die Stärke
Die Gelenke müssen danach eingenietet werden, immer und immer wieder, unermüdlich, mit den Händen.
Dank der rotierenden, gekühlten Schleifplatte und einer erfahrenen Hand werden die Bügel geschliffen, das heißt, sie werden gesäubert und eventuelle Vorsprünge der Zylinder werden geglättet.
Die Bügel ebenso wie die Front müssen eine homogene, dem Modell angepasste Stärke aufweisen. Wenn nötig, werden sie gefräst.
Sechzehn. Abschmirgeln mit Schmirgeltuch
Siebzehn, achtzehn und neunzehn. Verkapselung
Um zusammenhängende, einheitliche Oberflächen zu erhalten, verwendet man ein Schmirgeltuch. Die Bügel und die Fronten benötigen nach dem Acetondampfbad und vor der Phase des Trommelschleifens, das heißt des Entgratens und Polierens, einen Schutz am Bügelansatz/Scharnier. Das nennt sich Verkapselung, ein Schutzvorgang, den auch die Faltbügel und die Gelenke erfahren, denn tatsächlich könnte das Trommelschleifen Kratzer auf den verschiedenen Materialien verursachen und eine zu starke Abrundung der Bügelansätze bewirken.
Zwanzig. Trommelschleifen
Das Trommelschleifen ist ein Poliervorgang, bei dem die aus Bimsstein und Öl bestehende Schleifpaste dank rotierender Holztrommeln die mit Acetat behandelten Flächen abschleift.
Man legt eine mäßige Anzahl von Fronten und Bügeln auf ein Gitter. Die Holztrommeln rütteln das Material auf, indem sie um sich selbst rotieren. Durch die Bewegung wird die spezielle Schmirgelpaste abgegeben, deren Konsistenz jeden Tag kontrolliert wird. Das Gleiche gilt auch für die Menge der kleinen Hölzer. Die erste Phase betrifft das Entgraten, die zweite das Polieren. Für das Entgraten benutzt man kleine oder größere Holztrommeln, je nach Glättungs- oder Glanzgrad. Dann wäscht und poliert man das Ganze, bis es glänzt.
Einundzwanzig. Entfernung der Kapseln – Zweiundzwanzig. Die Victorflex-Einschnitte
Ist die Phase des Trommelschleifens beendet, entfernt man die Schutzkappen bei den hineingespritzten Verkapselungen mit einem Bohrer mit einer sehr dünnen schraubenförmigen Spitze oder bei den hineingepressten mit einer Pinzette. Ein Vorgang, der große Aufmerksamkeit erfordert, um Kratzer oder Dellen zu vermeiden.
Die Modelle mit flexiblem Nasensteg erhalten drei Einschnitte auf der Innen- und Außenfläche. Man benutzt dazu eine Säge mit drei Klingen. Auf einem Schraubstock werden sie zuerst auf der einen, dann auf der anderen Seite bearbeitet. Für die Faltmodelle ist dies hingegen die Phase des Anschraubens der Verbindungsstücke. Die Schrauben werden blockiert und die Oberflächen ausgeglichen, gesäubert und kontrolliert.
Dreiundzwanzig und vierundzwanzig. Die Anschläge.
Front- und Bügelanschlag müssen aufeinander angepasst werden. Die Anschläge der Front müssen rechts und links perfekt sind. Stimmt etwas nicht mit den Neigungen, sägt und feilt man: Grob- und Feinarbeit, immer wieder. Bis es perfekt ist.
Fünfundzwanzig und sechsundzwanzig – Zusammensetzen und Schmirgeln
Siebenundzwanzig. Die Räder
Die Teile werden zusammengesetzt, die gleichen ziehen sich an, die Löcher der Unterlegscheiben passen aufeinander. Eine „stielartige Spitze„ verbindet sie unlösbar.
Um den Bügel perfekt an das Ende des Bügelansatzes ohne Stufen anschlagen zu lassen, benutzt man eine Nassschmirgelmaschine mit zwei Rädern, die mit Schleifbändern ausgestattet sind. Die Bänder werden oft ausgetauscht, um das Finish zu optimieren. Man schmirgelt und schmirgelt.
Die Gesamtheit der Vorgänge erlaubt ein grobes Bearbeiten, ein Glätten und ein Polieren der Brille. Das Auge und die Erfahrung sind mehr wert als hundert Maschinen, denn die Brille wird in allen ihren Teilen hundert Mal in die Hand genommen und von allen Seiten kontrolliert.
Achtundzwanzig. Vernickeln und Sandstrahlen
Bei der Vernickelung werden die Faltgelenke der Front mit einem Kupferdraht nacheinander an einem faltbaren Nasensteg aufgehängt. Die an den Gelenken verbundenen Brillen durchlaufen die Nickelwannen, das heißt sie werden einem elektrolytischen Prozess unterzogen, der die gesamte Brille schützt und eine perfekte Rotation der Gelenke gewährleistet. Andere Modelle werden hingegen sandgestrahlt, nämlich matt gemacht. Jede Brille wird mit einem Luftdruckstrahl aus einer Pistole mit Mikroglassplittern verschiedener Größe behandelt. Die Brille wird gleichmäßig von allen Seiten bestrahlt und dann gründlich kontrolliert.
Neunundzwanzig. Montage der Gläser und Anpassung der Brille
Zuletzt werden die Kristallgläser aus reinem Silicium in die Fassung eingesetzt. Ein schneller Vorgang, der mit einem Klick erfolgt. Die gesamte Montagephase erfolgt auf Sichtkontrolle nach einem Anpassungsschema.
Zentrierung, senkrechte Ausrichtung, Neigung, Biegung, Verschluss, Qualität und Reibungskontrolle der Scharniere. Das ist eine lange Beobachtungs-, Prüf- und Messungsarbeit. Die Brille ist fast fertig. Eine letzte Kontrolle ist erforderlich.
Dreißig, Endkontrolle
Die Brille scheint, wenn man sie so anschaut, perfekt zu sein, doch für die Männer und Frauen der Persol-Werkstatt ist das nicht so. Sie kontrollieren die Oberfläche, die Farben und die Nuancen der Gläser. Sie überprüfen die Beschriftung, die Scharniere und die Pfeile. Wenn sie die kleinste Unvollkommenheit entdecken, wird die Brille zurückgeschickt. Weg mit ihr – die Prozedur fängt von vorne an.
Teilen:




{kind=link}